
 Хорошо, когда все работает правильно. Смыкаются плиты пресс-формы и шнек впрыскивает в нее с высоким давлением пластичный полимер. Пресс-форма открывается и толкатель выталкивает готовое пластмассовое изделие. Так работает исправный и настроенный термопластавтомат. Быстро и ровно. Изделия на выходе получаются геометрически четкие, без брака.
Хорошо, когда все работает правильно. Смыкаются плиты пресс-формы и шнек впрыскивает в нее с высоким давлением пластичный полимер. Пресс-форма открывается и толкатель выталкивает готовое пластмассовое изделие. Так работает исправный и настроенный термопластавтомат. Быстро и ровно. Изделия на выходе получаются геометрически четкие, без брака.
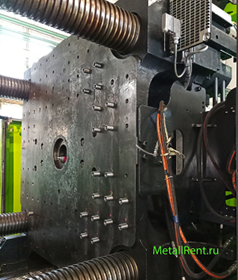
Но как это бывает, все сложено из мелочей. Выходит, из строя один маленький элемент этой сложной системы и весь процесс нарушается. Эти незначительные с одной стороны, но очень важные для всего процесса литья элементы, расположены в узле смыкания (запирания) пресс-формы на подвижной и неподвижной плитах. Это резьбовые отверстия для закручивания болтов крепления пресс-формы. Именно они обеспечивают жесткость закрепления оснастки при нарушении, которой получается брак.
И если резьбовое отверстие износиться, то правильно закрепить пресс-форму уже не получиться. В этом случае наладчик начинает использовать различные способы крепления.
Может вкручиваться болт, в рабочее резьбовое отверстие рядом и отводить от этого болта различные скобы «лапы». Конечно ни о какой жесткости закрепления оснастки не может быть и речи. К тому же при неудачном стечении обстоятельств, возможно травмировать пресс-форму, нарушить поверхность плиты смыкания или погнуть болты крепления.
 Дефекты ниток резьбовых отверстий имеют разные стадии в процессе своего разрушения. В самом начале, это может быть незначительное нарушение геометрии профиля резьбы, вследствии закручивания болта с чрезмерным усилием (перетяжке) или закручивание гнутого болта или с нарушенной резьбой. При этом резьбовые нитки подвергаются незначительной механической деформации и в следующий раз вы уже не сможете вкрутить болт так же легко как ранее. Каждый раз вкручивая болт в отверстие с деформированной (потянутой) резьбой, резьбовые нитки подвергаются изгибу. При вкручивании болта изгиб происходит внутрь отверстия, а при нагрузке на болт и его выкручивании нитка резьбы изгибается наружу. Так происходить долго не может и результат не заставит себя долго ждать. Резьбовые нитки отвалятся. Именно отвалятся, колечком. И получиться отверстие, только без резьбы. Это может быть в начале резьбового отверстия или в середине, но как бы ни было, закрутить болт в такое отверстие уже не получиться.
Дефекты ниток резьбовых отверстий имеют разные стадии в процессе своего разрушения. В самом начале, это может быть незначительное нарушение геометрии профиля резьбы, вследствии закручивания болта с чрезмерным усилием (перетяжке) или закручивание гнутого болта или с нарушенной резьбой. При этом резьбовые нитки подвергаются незначительной механической деформации и в следующий раз вы уже не сможете вкрутить болт так же легко как ранее. Каждый раз вкручивая болт в отверстие с деформированной (потянутой) резьбой, резьбовые нитки подвергаются изгибу. При вкручивании болта изгиб происходит внутрь отверстия, а при нагрузке на болт и его выкручивании нитка резьбы изгибается наружу. Так происходить долго не может и результат не заставит себя долго ждать. Резьбовые нитки отвалятся. Именно отвалятся, колечком. И получиться отверстие, только без резьбы. Это может быть в начале резьбового отверстия или в середине, но как бы ни было, закрутить болт в такое отверстие уже не получиться.
Если инжекционно-литьевая машина эксплуатируется длительное время при полной нагрузке, невозможно полностью избежать износа резьбовых отверстий, в связи с этим, периодически возникает вопрос профилактики, ремонта или восстановления резьбовых отверстий плит.
Для решения этой задачи выделим основные возможности:
1. Приобретается на производство динамометрический ключ и с помощью шкалы, оператор будет контролировать расчетную силу затяжки болтов тем самым исключая перетяжку или недотяжку резьбового соединения.
2. Произвести осмотр болтов крепления пресс-форм и заменить болты, имеющие замятие, износ резьбы или прочие нарушения проектной целостности и геометрии.
3. Вызвать специалистов нашей компании или самостоятельно выполнить осмотра резьбовых отверстий плит вашей инжекционно-литьевой машины. Для определения отверстий с незначительно деформированным (потянутым) профилем резьбы и выполнить восстановление профиля, проходом метчика. Таким образом профиль резьбы будет восстановлен и болт будет заходить в резьбу без ее дальнейшей деформации.
 4. Выполнить восстановление полностью изношенных резьбовых отверстий прямо на месте, путем установки в тело плиты стальной резьбовой футорки.
4. Выполнить восстановление полностью изношенных резьбовых отверстий прямо на месте, путем установки в тело плиты стальной резьбовой футорки.
Для этого применяется специальная технология с использованием портативных сверлильных станков с электромагнитным основанием.
С их помощью выполняется рассверливание существующего отверстия большим диаметром. Затем в этом отверстии нарезается резьба и в нее вкручивается резьбовая футорка с резьбой, соответствующей размерам резьб в отверстиях плит термопластавтомата. Установка футорки выполняется с использованием прочного анаэробного герметика. В дальнейшем, теоретически, при износе резьбы на установленной футорке, ее можно выкрутить предварительно нагрев выше 180 градусов С⁰ или высверлить специальной кольцевой фрезой с твердосплавными напайками, а оставшиеся резьбовые нити удалить экстрактором.
 Специалисты нашей компании имеют многолетний опыт по профилактике, ремонту и восстановлению резьбовых отверстий плит на различных моделях инжекционно-литьевых машин (Engel, Husky, Oima, Demag).
Специалисты нашей компании имеют многолетний опыт по профилактике, ремонту и восстановлению резьбовых отверстий плит на различных моделях инжекционно-литьевых машин (Engel, Husky, Oima, Demag).
Для восстановления полностью изношенных отверстий была разработана технология по установке резьбовых стальных футорок. Технология удачно применяется в настоящее время. Что не маловажно, использование этой технологии позволяет запускать ТПА в работу в кротчайшее время. Всего через три часа после установки футорки.
На выполненные изделия даем годовую гарантию. Так же выполняется ежегодный мониторинг установленных футорок на предмет различных дефектов и нарушений. Но по многолетним наблюдениям (более 6-ти лет), установленные ранее на различных термопластавтоматах резьбовые футорки, имеющие внутренний размер от М14 до М27, не подвергались более дефектам и износу.
 А так же для закрепления различных пресс-форм могут потребоваться дополнительные отверстия в подвижной и неподвижной плитах ТПА. В этом случае наши специалисты выполнят точнейшую разметку и новое резьбовое отверстие.
А так же для закрепления различных пресс-форм могут потребоваться дополнительные отверстия в подвижной и неподвижной плитах ТПА. В этом случае наши специалисты выполнят точнейшую разметку и новое резьбовое отверстие.