
Выполнение работ по разметке отверстий
Приобретение сверлильного оборудование и высококачественного режущего инструмента и смазочно охлаждающей жидкости, еще недостаточно для выполнения работ по сверлению отверстий в металле. Точная разметка отверстий является одной из главных задач в этом процессе.
Согласно расчетам, принятым во времена СССР по ЕНиР 40.2. Квалификация специалистов и стоимость работ по разметке натуральных шаблонов или отдельных деталей, была гораздо выше чем квалификация и стоимость самих работ по сверлению отверстий в металле.
Разряд рабочих выполняющих разметку был в составе звена 5 разряд 1 человек и 3 разряд, 1 человек.
Выполняющих сверление, в которое входили следующие операции 1. Подача деталей к станку. 2. Сверление отверстий с передвижкой и кантовкой детали.
3. Снятие деталей со станка с укладкой в штабель. 1 или два человека с квалификацией 2-го разряда.
Для выполнения работ по разметке, специалист должен уметь читать чертежи, обладать знаниями по металлообработке, быть ответственным.
В настоящее время используя современные портативные сверлильные станки на магнитном основании, пружинные кернеры и центраторы для кольцевых фрез и корончатых сверл. А так же современные методики изготовления стальных шаблонов с подготовкой в AutoCOD DXF и точной лазерной резкой. Возможно облегчить задачи по точной разметке.

Для выполнения сверления отверстий в металле с использованием кольцевых фрез или корончатых сверл, внутрь режущего инструмента устанавливается центратор. Изготовленный из инструментальной стали, цилиндрической формы, диаметр 6,34 или 7,62 мм. с острым концом с одной стороны и плоской головкой на другом. Длина этого инструмента соответствует длине рабочей части режущего инструмента.

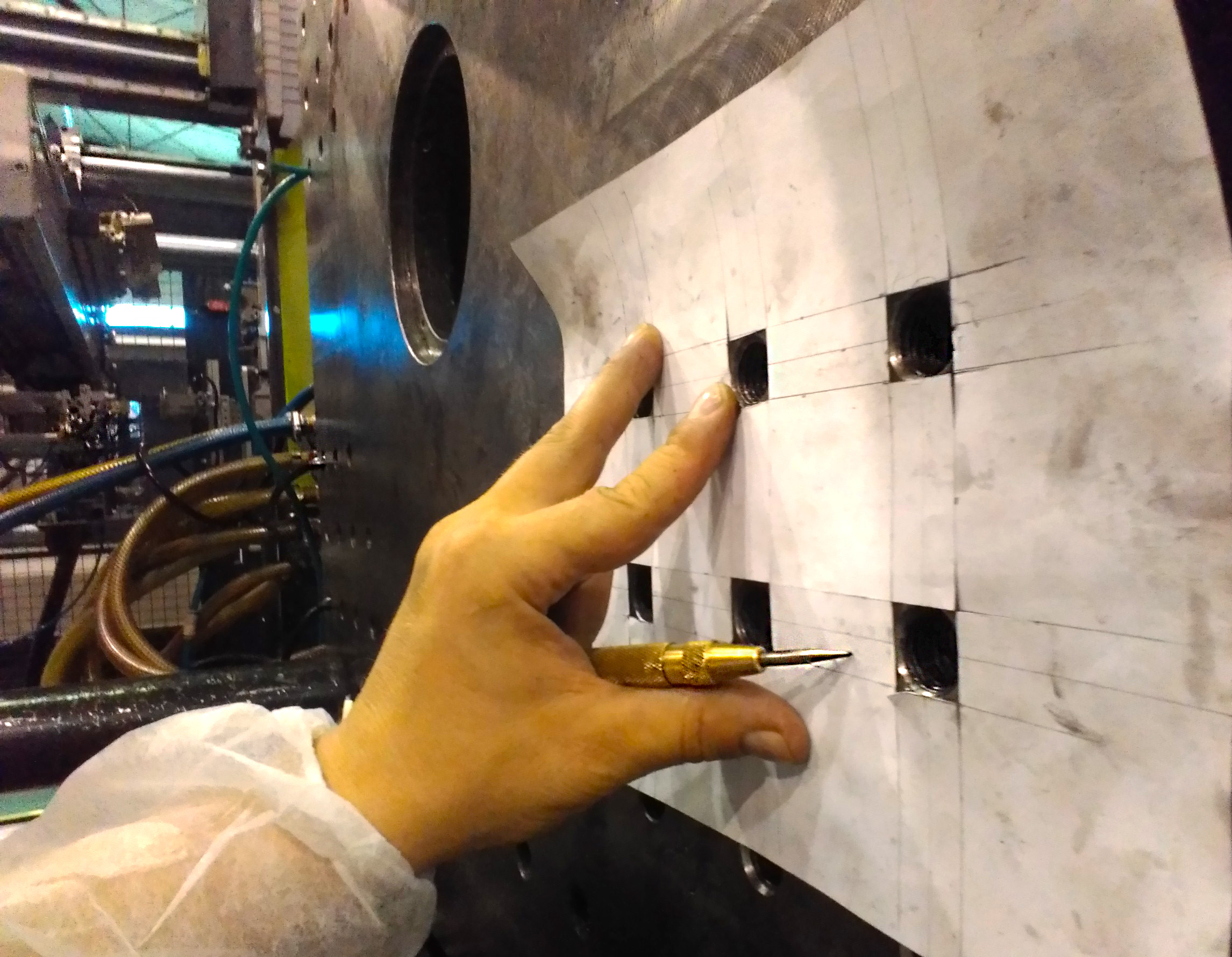
Острый конец центратора, выходящий из режущего инструмента, указывает центр отверстия в точно заданной точке. Для маркировки этой точки, используется пружинный, ручной кернер или тонкий маркер.

Пружинный, ручной кернер в отличии от обычного (не пружинного) кернера, является более подходящим и удобным инструментом в связи с тем, что для кернения центра отверстия обычным керном, нужно установить его в точку и ударить по нему молоточком. Конечно, помимо физического усилия, нужно иметь поблизости сам молоточек, две руки и место для размаха, которое бывает не всегда. Так же возможно соскакивание кернера в момент удара или просто травмирования руки, молотком.
Кернер, оснащенный пружинным механизмом, одной рукой устанавливается на место центровки отверстия и нажатием приводит в движение подвижный боек изготовленный из инструментальной стали который и выполняет разметку, при этом усилие удара бойка, можно регулировать, что является важным при работе с мягкими или хрупкими материалами. Отдельно стоит отметить, что отметки, полученные с помощью такого кернера имеют одинаковую глубину, что является немаловажным при сверлении деталей повышенной точности.
Конечно при использовании пружинного кернера, повышается скорость выполнения самой разметки.
Так же острый и тонкий кончик пружинного кернера в совокупности с его, похожей на авторучку формой можно использовать для нанесения разметочных рисок на металлической поверхности.
Хотя бывало, что некоторые рабочие, незнакомые с таким современным устройством, использовали удар молотком для выполнения кернения пружинным кернером. При этом очень удивлялись, что острый кончик керна, пружинит и из-за этого старались наносить удар более резче и сильнее. Конечно инструмент долго не выдерживал и в итоге выходил из строя.
При выполнении сверления глухого отверстия в металле с использованием спирального сверла. Поперечная кромка сверла диаметром более 16 мм (расположена на самом кончике), не всегда может поместиться из-за своей ширины в отмеченную кернером вмятину. Поэтому для выполнения точного сверления спиральным сверлом необходимо предварительно выронить сверление тонким сверлом, диаметром 3 мм. или более в зависимости от заявленной точности. Только после этого выполнять сверление сверлом большего диаметра.
Для удобства разметки и сверления глухих отверстий спиральными сверлами в металлах, сталях или чугунах на станках оснащенных разъёмом шпинделя Конус Морзе, можно использовать для разметки кольцевую фрезу или корончатое сверло с установленным центратором. Используя центратор, можно наиболее точно добиться установки магнитного сверлильного станка. Особенно при сверлении отверстий в горизонтальном или вертикальном положениях. После установки и выверки центратора на отметке, выполняется сверление на глубину 10-20 мм. После этого, не снимая станок, сверлильный патрон КМ/Weldon снимается и в разъем устанавливается спиральное сверло с хвостовиком КМ. Магнитный сверлильный станок после предварительного сверления, установлен точно по центру и спиральное сверло, так же точно по центру, выполняет сверление.
Если отверстия расположены группой или по кругу (как на фланцевых соединениях), один за другим, при разметке центра отверстия требуется применения шаблона. Проект шаблона выполняется в трёхмерной системе автоматизированного проектирования и черчения, AutoCAD DXF и изготавливается на станке лазерной резки. Конечно, возможно изготовить шаблон с использованием ручной разметки и ручного инструмента. При этом стоит обратить внимание на толщину изготовленного шаблона. Если разметочный шаблон выполнить очень тонким 1- 1,5 мм. можно столкнуться с тем, что на неровной металлической поверхности, шаблон будет изгибаться, и центровка отверстий будет нарушена. Еще тонкий шаблон получиться легким и будет легко смещаться, и нарушать центровку. Если выполнить шаблон толщиной 5 или более мм. то помимо того, что шаблон получиться тяжелым, но и толщина в местах центровочных отверстий не даст возможности точно по центру пробить или обозначить точку отметки. Оптимальная толщина шаблона 2-3 мм.
Закрепление шаблона выполняется по-разному. Оптимальный вариант, закрепление струбциной или мощным магнитом. Так же при установке на деталь сложной формы, закрепление может производиться точечной электросваркой.
Если существующие отверстия расположены группой и требуется выполнить сверление еще дополнительных отверстий. Можно выполнить разметку по шаблону изготовленному заранее и выполнить закрепление этого шаблона с использованием болтов, закручиваемых в существующие отверстия.
Так же возможно выполнить разметку таких отверстий с использованием пружинного, автоматического кернера и металлической линейки.
Вы сможете заказать шаблоны для сверления у нас. Так же приобрести автоматический кернер или центраторы для кольцевых фрез и корончатых сверл. Выбрать и купить качественные кольцевые фрезы или корончатые сверла для выполнения ваших работ, или инструментальную оснастку (сверлильные патроны, переходники, адаптеры). Купить или взять в аренду магнитный сверлильный станок.